



酸素レーザー切断を使用すると炭素鋼の切断面が明るくならないのはなぜですか?
導入
ファイバーレーザー切断機で炭素鋼を切断する場合、多くのメーカーは滑らかで明るい刃先を期待します。ただし、実際の製造では、切断面が黒ずんだり、ザラザラしたり、スラグが蓄積したりする場合があります。
なぜこのようなことが起こるのでしょうか?
ほとんどの場合、問題はレーザー加工機自体が原因ではなく、切断速度、酸素圧力、焦点位置などの切断パラメータによって引き起こされます。これらの要因を理解することで、カット品質を向上させ、よりきれいで明るいエッジを実現することができます。
炭素鋼の切断面が黒くなる一般的な理由
1. 切断速度が遅すぎる
切断面の品質が低下する最も一般的な原因の 1 つは、切断速度が遅いことです。
レーザーヘッドの動きが遅すぎる場合:
余分な熱が刃先に蓄積される
溶けた材料を効率的に排出できない
切断面にスラグが付着
エッジが暗くなり、ザラザラになります
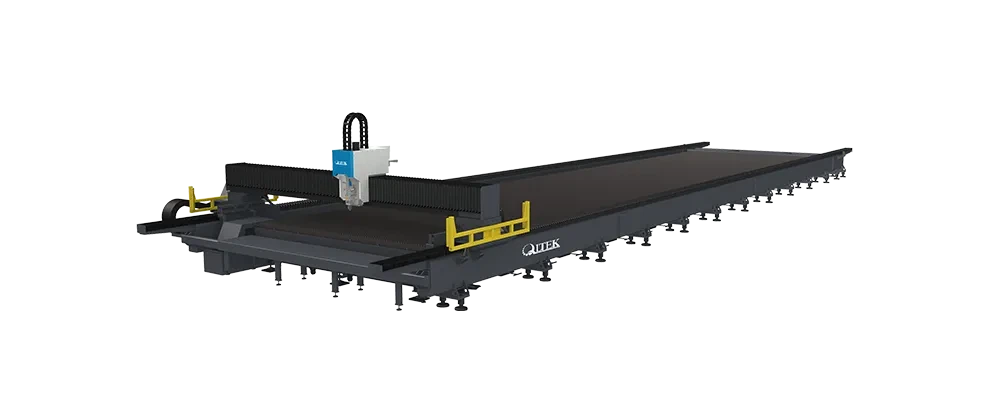
炭素鋼のレーザー切断の場合、適切な切断速度を維持すると、熱の影響を受ける部分が減り、エッジの滑らかさが向上します。{0}
2. 酸素圧が高すぎる
多くのオペレータは、酸素圧力が高くなると切断性能が向上すると考えています。
実際には、酸素圧が過剰になると逆の効果が生じる可能性があります。
過剰な酸素圧によって引き起こされる問題には次のものがあります。
切断面の酸化が進む
より暗いエッジの外観
表面輝度の低下
切断品質が不安定になる
適切に調整された酸素の流れは、過度の酸化を最小限に抑えながら切断プロセスをサポートします。
3. フォーカス位置が正しくない
レーザーの焦点位置は、炭素鋼の切断品質に重要な役割を果たします。
フォーカスの設定が低すぎる場合:
レーザーエネルギーが材料のより深くに集中します
上下の切り口幅が不均一になる
表面仕上げが劣化する
エッジ品質が不安定になる
正確なフォーカス調整により、よりきれいで均一な切断面が得られます。
輝く炭素鋼の刃先を実現する方法
切断速度を上げる
より高速で安定した切断パスにより、次のことが可能になります。
熱の蓄積を減らす
溶融材料の除去を改善する
スラグの付着を最小限に抑える
より滑らかな切断面を生成します
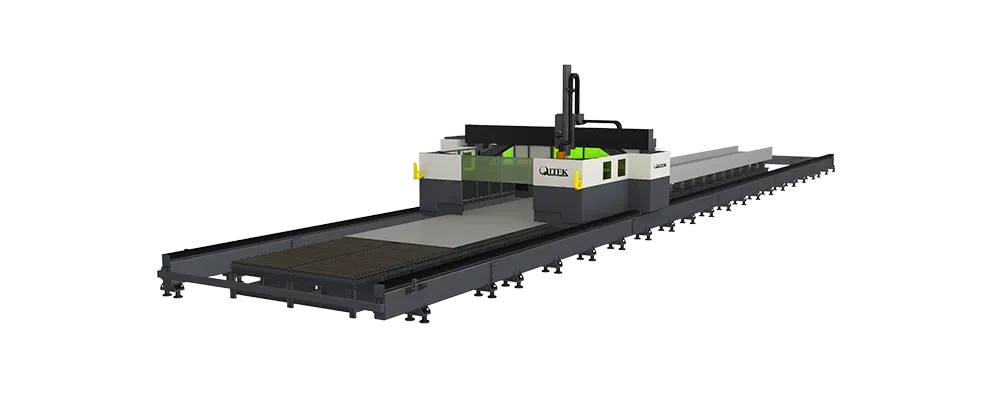
高出力ファイバー レーザー切断機の場合、切断速度を最適化することで、生産効率と切断品質を大幅に向上させることができます。{0}
酸素圧力の最適化
オペレータは最大圧力を使用するのではなく、以下に従って酸素圧力を調整する必要があります。
材料の厚さ
レーザー出力
切断速度
適切な酸素設定は、過度の酸化を減らしながら燃焼効率を維持するのに役立ちます。
レーザーの焦点を正しく調整する
多くの炭素鋼用途では、レーザー焦点を材料表面の近くまたはその少し上に配置すると、次のことが改善されます。
エッジの明るさ
垂直性
表面平滑性
全体的な切断の一貫性
安定した生産品質を維持するには、フォーカスパラメータを定期的に校正することをお勧めします。
従来のパラメータ設定と最適化されたレーザー切断パラメータ
炭素鋼プレートを切断する場合、レーザーパラメータを最適化すると、次のような大きな利点が得られます。
切断面が明るくなります
スラグ生成の減少
エッジの滑らかさが向上
寸法精度の向上
二次研削と洗浄の削減
全体的な生産効率の向上
板金製造、鋼構造物の製造、エンジニアリング機械の製造、および金属加工アプリケーションでは、適切なパラメータの最適化により、製品の品質と加工効率の両方を大幅に向上させることができます。
アプリケーション
明るく滑らかな炭素鋼の切断面は、以下の場合に特に重要です。
板金加工
鋼構造工学
建設機械製造
農機具の製造
金属家具の製作
OEM金属部品加工
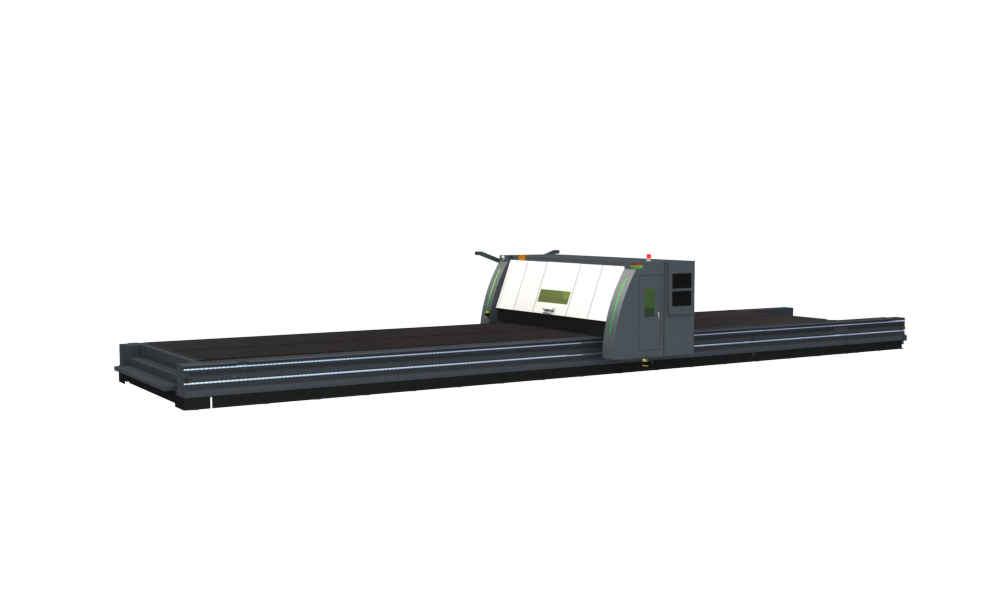
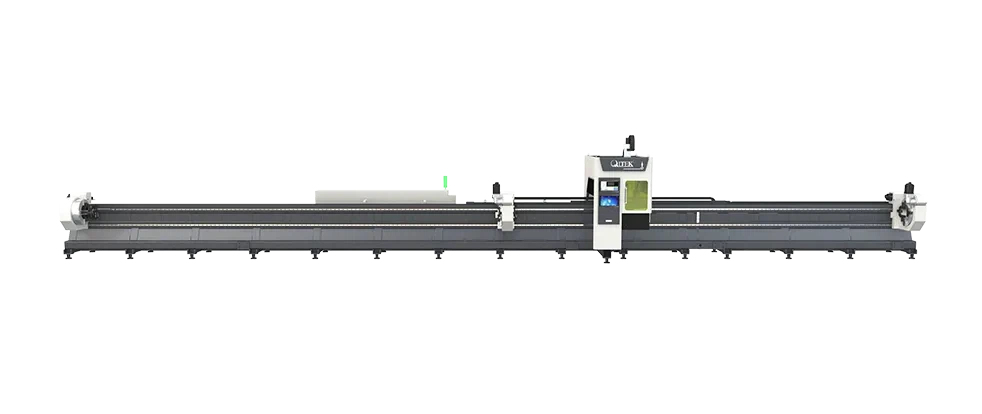
これらの業界では、後処理を削減し、溶接のパフォーマンスを向上させるために、高品質のエッジが必要となることがよくあります。{0}{1}{0}
結論
炭素鋼の切断面が黒ずんだり粗くなったりするのは、通常、装置の制限ではなくパラメータ設定が原因です。
切断速度、酸素圧力、レーザー焦点位置を最適化することで、メーカーは切断品質を大幅に向上させ、より明るくきれいな炭素鋼エッジを実現できます。
ファイバーレーザー切断技術が進歩し続ける中、適切なプロセスの最適化は、依然として生産効率を向上させ、二次加工を削減し、最終製品の品質を向上させる最も効果的な方法の 1 つです。